




|
Từ khóa
BULONG - ỐC VÍT DỤNG CỤ ĐIỆN CẦM TAY HÀNG CAO CẤP DỤNG CỤ CẦM TAY DÙNG KHÍ NÉN |
07-06-2016 01:56
Các phương pháp gia công ren
Gia công ren là công đoạn rất quan trọng trong việc sản xuất các phụ kiện liên kết hay chi tiết máy như bulong ( bulong móng, liên kết), tyren, ốc vít phục vụ ngành công nghiệp xây dựng, cơ khí,... Thông thường có 4 phương pháp chính để chế tạo ren: tiện, phay, cán và mài. Mỗi phương pháp có đặc tính và ưu điểm riêng, tùy theo nhu cầu sử dụng mà người ta có thể chọn phương pháp cho phù hợp.
1.TIỆN CẮT REN
Phương pháp cắt tiện ren phổ biến là cắt ren bằng dao tiện. Dao tiện ren thường được làm từ thép gió hoặc hợp kim, góc mũi dao phải hợp với góc đỉnh ren. Thông thường, để gia tăng hiệu quả cắt, người ta dùng dao cắt ren lược (dao đơn, dao đĩa hoặc dao lăng trụ)
Để chi tiết ren được chính xác thì trục chính và bàn xe dao của máy tiện ren cần chính xác, chúng ảnh hưởng rất lớn đến bước ren có đều và đúng yêu cầu hay không. Dựa vào tính chất của phương pháp cắt ren, người ta thường phân thành 3 phương pháp cắt ren:
Phương pháp lấn dao khi cắt ren
- Lấn dao ngang: Phương pháp này tương đối dễ thực hiện, dùng cắt ren bước nhỏ. Phương pháp này được thực hiện bằng cách đặt tay quay của bàn dao ngang bằng với chiều sâu cắt.
- Lấn dao theo sườn ren: Cũng giống như phương pháp lấn dao ngang, phương pháp này cũng khá đơn giản, dễ thực hiện, dùng cắt ren bước trung bình. Phương pháp này được thực hiện bằng cách quay tay quay của ổ dao một góc bằng nữa góc đỉnh ren.
- Lấn dao kết hợp: So với 2 phương pháp trên thì phương pháp này khó thực hiện hơn, và chúng thường sử dụng cho những chi tiết có bước ren lớn, có hình dạng đặc biệt như: ren thang, ren vuông,... Để thực hiện phương pháp này, người ta luân phiên quay tay quay của bàn dao ngang và ổ dao trên hay nói cách cách khác là luân phiên giữa lấn dao ngang và lấn dao dọc.
Phương pháp lùi dao khi cắt ren.
Trong phương pháp này, để đạt được chiều sâu của ren như mong muốn phải thực hiện qua nhiều lượt cắt ren. Sau mỗi lượt cắt, dao cắt lùi về vị trí ban đầu để thực hiện lượt cắt tiếp theo. Tùy vào bước ren trên máy và bước ren gia công mà người ta phân làm 2 phương pháp lùi dao:
- Lùi dao bằng cách thả đai ốc hai nữa và quay bàn dao dọc trở về: Phương pháp này dễ thực hiện, phương pháp này được thực hiện khi ren gia công và bước ren trên máy là bội số hoặc ước số của nhau. Trong phương pháp này có điểm cần lưu ý là phải lùi dao hướng ngang trước khi lùi dao dọc.
- Lùi dao bằng cách đảo chiều quay của máy: khi thực hiện phương pháp này cần chú ý về thời điểm tắt động cơ để chắc chắn rằng dao không lấn vào phần khác của chi tiết. Phương pháp này được thực hiện khi ren gia công không là bội số hay ước số của ren máy
Phương pháp cắt ren nhiều đầu mối:
Phương pháp cắt ren nhiều đầu mối về căn bản cũng tương tự như cắt ren một đầu mối. Thực hiện cắt từng đường ren, các đường ren giống nhau và cách đều nhau. Để phân độ khi cắt ren nhiều đầu mối người ta có nhiều cách:
- Phân độ bằng cách địch chuyển dao dọc trục.
Phương pháp này đơn giản, dễ thực hiện. Tuy nhiên, dễ sinh ra sai số, nhất là ren có bước không chẵn. Phương pháp này thực hiện dựa trên nguyên tắc đường ren sau mỗi lần dịch chuyển dao dọc theo trục một lượng bằng bước ren nhờ vào tay quay ổ dao trên.
- Phân độ bằng cách xoay vị trí ăn khớp của bánh răng thay thế.
Phương pháp này đòi hỏi việc thực hiện tuần tự cắt từng đường ren sau mỗi lần xoay chi tiết ( không ăn khớp với trục) một góc bằng cách thay đổi vị trí ăn khớp của bộ bánh răng thay thế. Ưu điểm của phương pháp này là có độ chính xác cao với mọi bước ren. Tuy nhiên, chúng khá phức tạp
- Phân độ bằng dụng cụ phân độ.
Phương pháp này được thực hiện bằng cách cắt từng đường ren sau mỗi lần xoay chi tiết một góc nhờ vào một đĩa chia độ gá trên tục chính. Phương pháp này tương đối phức tạp, tuy nhiên, độ chính xác cao.
Ngoài phương pháp cắt ren bằng dao tiện, người ta còn có thể thực hiện bằng dao định hình như: Ta rô, bàn ren hay dao răng lược.
2.PHAY REN
Người ta thường sử dụng phương pháp này nhằm đạt độ chính xác và năng suất cao cho chi tiết cần gia công. Phay đoạn ren có chiều dài nhỏ: thường ngắn hơn đường kính ren 2-3 lần. Đối với phay đoạn ren có chiều dài lớn có có có dạng sau: phay ren ngoài, ren trong, ren thang, vuông và răng cưa có chiều dài lớn.
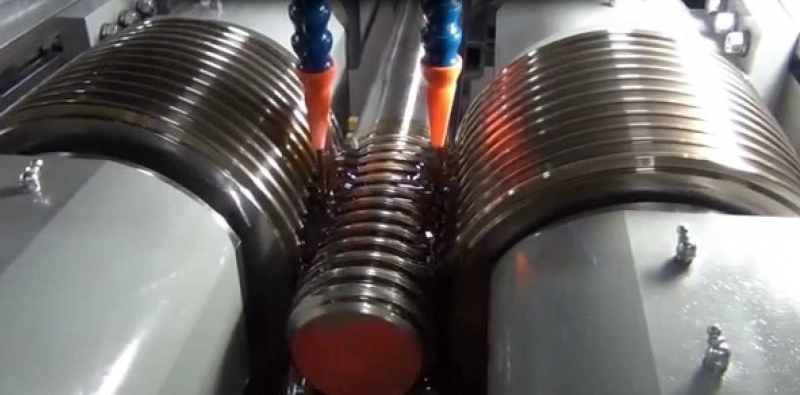
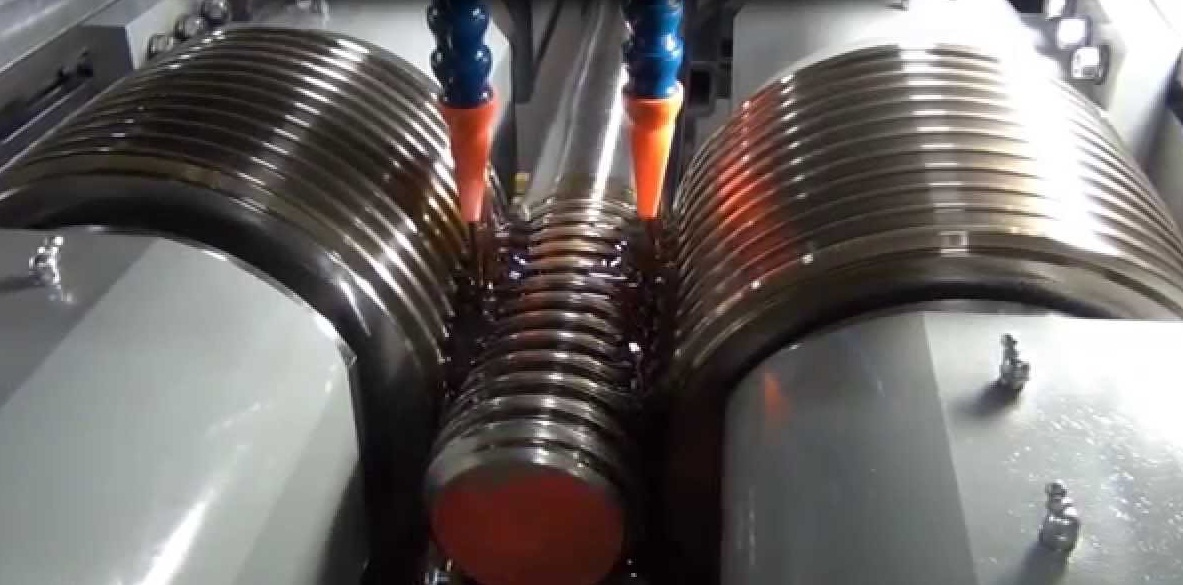
3. CÁN REN
Trong phương pháp này, người ta thường dùng bàn cán phẳng để cán ren. Đặc tính vượt trội của phương pháp cán ren là cơ tính tốt, tuổi bền của ren cao. Chính vì lí do này mà phương pháp cán ren được sử dụng rất nhiều trong gia công bulong cường độ vừa và cao.
4.MÀI REN
Mài ren là phương pháp gia công tinh, yêu cầu của phương pháp này là đòi hỏi độ chính xác cao và gia công trên bề mặt ren đã qua nhiệt luyện.
VẬT TƯ HẢI ÂU
KHƠI NGUỒN ĐAM MÊ - SÁNG TẠO CUỘC SỐNG
Người gửi / điện thoại
CÁC BÀI MỚI HƠN





CÁC BÀI CŨ HƠN








































































































|
|
|
Đang truy cập: 64 Trong ngày: 93 Trong tuần: 632 Lượt truy cập: 62921622 |